
Sanitary Finish
When hiking, it is important to understand the terrain before setting out. Scaling the Rocky Mountains is far different than taking a leisurely stroll around the block. And the physical endurance required for each will provide drastically different results.
This is just as true in stainless-steel manufacturing and finishing procedures.
Metals are not completely flat, as they appear. When looked at under a microscope, there are peaks and valleys over the entire surface, much like the peaks and valleys of a mountain range. The average of those peaks and valleys is referred to as the Ra value. The higher those peaks and valleys, the duller of a finish. The lower the peaks and valleys, the shinier the finish.
The Ra and grit (size of the abrasive) will result in different internal and external design features and function of Enerquip’s thermal designs. Finishes can be optional but are often required for different applications and industries. We can help you determine the best option for your solution.
Enerquip’s Stainless Steel Finish Options
Painted Finish (Exterior)
Depending on the customers preference, we can paint the exterior of our shell and tube heat exchangers. This is done by thoroughly cleaning the exterior, then sanding, priming, and painting the exterior to a uniform finish.

Sand Blasted Finish (Exterior)
Sand blasting involves propelling small particles of abrasive material, such as sand, at high speed against the surface being treated. This process removes the top layer of the material, leaving a matte or satin finish with a uniform texture. Sand blasting is commonly used to create a specific surface texture for aesthetic or functional purposes.
When sand blasting isn’t required, an unpolished or mill finish may be all you need.

Mill Finish (Interior or Exterior)
Mill finish surfaces are “as-machined” with an unpolished, matte appearance. This is the standard, basic supply condition for all stainless steel. The welds are cleaned to remove discoloration where accessible.
This type of finish does not meet sanitary finish requirements and cannot be used in food contact. Threaded connections can be used on the tube side for non-sanitary applications such as hot water sets.
For sanitary applications, some kind of polishing will be required. Keep reading to learn about those.

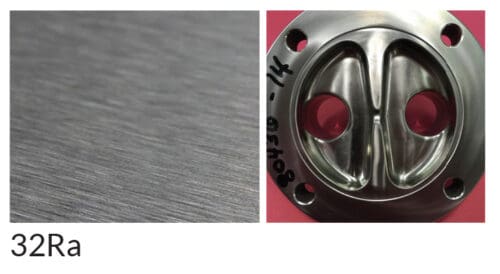
Sanitary Finish (Interior or Exterior)
Polishing involves using abrasive materials, such as polishing compounds, to smooth and shine the surface. This process removes surface scratches and other imperfections and creates a high-gloss, mirror-like finish. From a cost perspective, polishing the exterior of an Enerquip heat exchanger to 40Ra is more cost effective than its less aesthetically appealing mill finish counterpart.
This sanitary finish uses a 150-grit abrasive and appears as a semi-polished, brushed surface.
Enerquip’s product contact surfaces are 32Ra or better, except for the tubes which are ASME SA-249 bright annealed. Our exterior finish is 40Ra or better.
This finish is acceptable for food, beverage and CIP.

3-A Sanitary Finish (Interior or Exterior)
The 3-A dairy finish uses a 180-grit abrasive and meets the 3-A Dairy Sanitary standard 12-08 finish requirements of 32Ra or better, including SA-213 seamless tubing. Our exterior finish is 40Ra or better.
This is the finish requirement for dairy applications.
BPE/Pharmaceutical Standard (Interior or Exterior)
The BPE standard was created to instill continuity and standardization in the pharmaceutical industry. Our Biopharmaceutical designs meet ASME BPE-2022 standards. Enerquip’s double (gap-type) tubesheets feature SA-213 seamless tubing and sloped foot supports for draining. Units are bright polished, and process or surface roughness can be specified, including:
- SF1 20Ra, SF2 25Ra, SF3 30Ra (mechanically polished)
- SF4 15Ra, SF5 20Ra, SF6 25Ra (mechanically and electropolished)

Electropolish (Interior or Exterior)
This finish is uniform, highly reflective, and smooth. The process of electropolish involves immersing the stainless steel in an electrolyte bath in which the metal acts as an anode, removing a layer of metal and smoothing the surface.

If you’re looking for a thermal solution, leave the design specifics to us. Call 715-748-5888 or email sales@enerquip.com today.