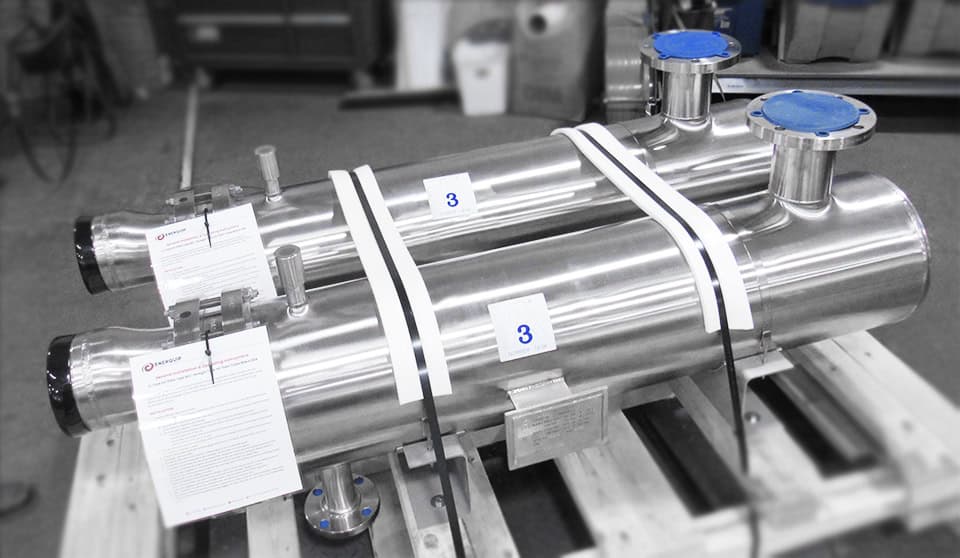
Sanitary Shell & Tube Heat Exchangers
Enerquip is a trusted leader in stainless steel sanitary heat exchangers, serving the food, beverage, dairy, pharmaceutical and personal care industries. Known for their durability and cleanability, our shell and tube heat exchangers are designed to meet the strictest sanitary standards and regulatory requirements.
Whether you need a stock unit or a fully custom solution, our team delivers heat exchangers built for performance, reliability, and peace of mind.
In-Stock & Standard Sanitary Heat Exchangers
Need a fast solution? Enerquip stocks a variety of sanitary steam heaters for quick shipment — ideal for keeping your process moving without long lead times.
Key Features:
- 304L or 316L stainless steel material for sanitary considerations and resistance to corrosion
- Built to TEMA Class C and ASME hydro-tested with a code stamp
- Capable of heating low-fouling fluids
- Process side installed with sanitary tri-clamp connections for easy installation
- U-tube design allows for thermal expansion
- O-rings and tube bundles are removable and replaceable
- Sizes range from 4″ x 36″ to 10″ x 54″
- Upgradeable to meet current 3-A Sanitary Standards
Learn more about our in-stock sanitary heat exchangers.

Custom Sanitary Shell & Tube Heat Exchangers
When your process demands precision, our engineers build to your exact requirements — from material selection to finish and connection style.
Sanitary Design Features:
- 304L tube side material
- Welded, bright annealed tubing
- 40Ra exterior finish
Optional Customizations:
- Materials: 316L stainless, Duplex, Hastelloy, Alloy 20, Monel, AL-6XN, and titanium
- Sizes & Configurations: Up to 48” diameter, depending on weight
- Styles: Shell & tube, suction, bayonet immersion, pipe-in-pipe, hairpin, finned tube
- Designs: U-tube or straight tube, floating or double tube sheets
- Connections: Seal-welded tube-to-tube sheet joints, sanitary tri-clamp fittings, ASME flanged, NPT threaded, or lap-joint fittings
- Surface Finish: Polished surfaces, including passivation and electropolishing
- Compliance: 3-A Sanitary Standards; ASME & ASME-BPE code; TEMA Classes C/B/R, PED & other international codes; PTFE, Viton©, Gylon, or other FDA-compliant gasket materials
- Simple Maintenance: Removable tube bundles, davit arms, inspection ports, O-rings, channel covers
- Accessories & Performance: Sight glasses, vacuum breakers, insulation jackets, annular distributors, mounting supports, expansion joints, twisted tape turbulators, condensate collection sumps/chambers, and more
Applications of Sanitary Heat Exchangers
Enerquip sanitary heat exchangers are built for critical process control and microbial reduction across many industries. They can be used at various stages of production, including processing, filling, drying, and concentration. Heat exchangers can be used on products of varying viscosities, making them a versatile solution for temperature control. They support safe, efficient production in:
- Food & Beverage: Pasteurization, ultra-high temperature sterilization, juice concentration, beer wort heating, and bottled water treatment
- Dairy: Clean-in-Place; cheese, milk, and liquid egg processing
- Pharmaceutical & Biotech: Sterile heating and cooling applications
- Personal Care: Lotions, creams, and other viscous product heating
- Pet Care: Food, shampoos, and other viscous product heating
- Chemical: Waste heat recovery, process temperature control, and steam generation
- And more!
Advantages of Shell & Tube Heat Exchangers
Shell and tube heat exchangers are highly versatile, with endless options for sizing and configuration. This flexibility makes them a smart choice across a wide range of industries and applications. Here are some key advantages:
- Compact Design: Their often small footprint frees up valuable space on the production floor and helps prevent heat pockets that could damage nearby electrical components.
- Energy Efficient: Unlike some systems, these exchangers don’t require extra equipment to run, which means lower energy consumption and a smaller environmental impact.
- Lower Operating Costs: Fewer components mean fewer things to maintain—resulting in long-term savings.
- Handles Tough Materials: Well-suited for processing fiber-rich or particulate-laden products.
- Built for Performance: Designed to handle high pressures and elevated temperatures with ease.
- Easy Maintenance: Simple to inspect and disassemble for cleaning or service.
- Sanitary Ready: Excellent choice for aseptic processes, offering high levels of security and cleanliness.
- Fully Customizable: Built to match your exact application and process needs.
Past Sanitary Heat Exchanger Projects