
If this temperature change occurs rapidly, or if the temperature variations are large enough, and if there is no allowance for this expansion and contraction, materials in the exchanger could be stressed to the point of failing.
Let us demystify the four most common questions when it comes to expansion joints. One of the most misunderstood parts in a shell and tube heat exchanger is the expansion joint installed in place of a shell section (on fixed tube sheet designs) for thermal expansion protection. When designing custom exchangers for our clients, they often have questions and misconceptions regarding their use.
What does an expansion joint do? How do you know if an expansion joint is needed? What type is best for my exchanger? Is there anything special I need to take care of an expansion joint? Let’s get started.
What does an expansion joint do?
Let’s start with a basic understanding of what an expansion joint is intended to do in a heat exchanger.
Since a heat exchanger’s purpose is to exchange heat from a hot substance on one side of the exchanger (in the shell or in the tubes) with a cold substance on the other side, the materials are often subjected to wide ranges of temperatures. Materials that are heated grow in length, while materials that are cooled will contract. If this temperature change occurs rapidly, or if the temperature variations are large enough, and if there is no allowance for this expansion and contraction, materials in the exchanger could be stressed to the point of failing. This usually results in tubes buckling, or being torn out of the tubesheets, but could also cause buckling in the shell or distortion of nozzle connections.
All these side effects jeopardize the integrity of the exchanger, potentially making it unsafe to operate.
How do I know if I need an expansion joint?
When determining if an expansion joint is needed, there are several key considerations to factor in during the design phase.
Material Selection

Heat exchangers with expansion joints installed in harsh climates should be insulated to prevent ruptures from freezing.
One key factor is the material type used for the exchanger. Often, for cost consideration and corrosion resistance, the tubes of the exchanger (typically the product side) are made of a higher alloy than the shell side of the unit (typically where the utility fluids are used).
Dissimilar metals expand and contract at different rates. For example, if you use Hastelloy tubes in a 304L stainless steel shell, the tubes and shell of the exchanger will grow and shrink at different rates, so it is more likely an expansion joint will be necessary.
Operating Conditions
Another important factor during the design phase is the variety of conditions that the heat exchanger may be operated under. For example, the exchanger may run at room temperature 95% of the time under normal operating conditions, but it may be steamed out at much higher temperatures during a cleaning cycle. When the tubes are steam cleaned with no fluid flowing on the shell side, there is a high risk of thermal shock and damage to the exchanger.
Start-up and shut-down conditions should also be considered, as they can cause more extreme temperature variances than normal operating conditions.
Be sure to include the temperatures and pressures of all these cases during the design stage, so they may be used in thermal calculations to determine whether an expansion joint is needed. Many problems that we have helped resolve for our clients were due to one of these extreme conditions being overlooked during the design and selection process.
Thermal Calculations & Code Considerations
Once you and your designer have all of these factors documented, they can be input into the thermal design model in HTRI, which calculates the mean metal temperatures for the shell side and tube side of the exchanger. The wider the variance between these mean metal temperature differences, the more likely the need for an expansion joint.
The designer can input these values along with the geometry of the exchanger and material types into Compress Code software to determine the anticipated amount of growth or contraction expected under the most extreme conditions. This will confirm whether an expansion joint is needed. If the ASME Code calculations confirm the need for an expansion joint, it must be included on a code-stamped vessel – it is no longer optional.
Clients may still opt to include an expansion joint, even if it is not needed, as an insurance policy to protect the integrity of the exchanger, or in cases where they may use the exchanger for multiple purposes and may not be aware of all future operating conditions (like in toll manufacturing).
Which type of expansion joint do I need?
The two most common types of expansion joints used in shell and tube exchangers are bellows type and flanged and flued, each with specific benefits and drawbacks to consider.
1. Bellows Style Expansion Joint
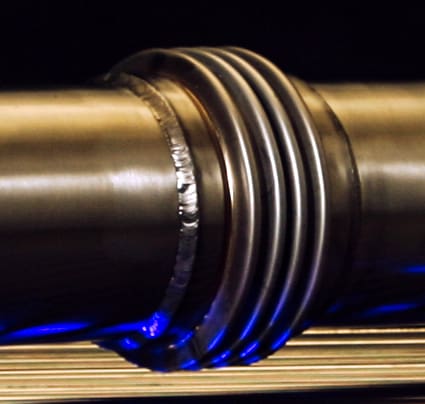
Bellows style expansion joints are composed of a series of accordion style convolutions that expand and contract slightly.
Bellows style expansion joints are composed of a series of accordion-like convolutions that stretch and compress slightly as the exchanger parts grow and shrink. This type of expansion joint is typically formed from multiple thin plies of material.
Depending on the shell side fluid, you may consider upgrading the alloy of the expansion joint to minimize risk of corrosion of these convolutions. Some clients upgrade to 316L stainless steel, and Alloy 625 is another good option for corrosion resistance.
Another advantage to this type of expansion joint is its ease of installation; since it is a one-piece construction, it is simply welded in place of a section of the shell. Also, if the exchanger will be insulated, the bellows style expansion joint is only a couple of inches larger in diameter than the shell, making it easier to insulate in the field. However, when installed horizontally, shell side fluids can collect in the bottom of the convolutions, since there is no way to completely drain these areas. If the shell side fluids are corrosive, they could eventually eat through the expansion joint. In this case – a flanged and flued expansion joint should be considered.
A bellows expansion joint typically carries a slightly longer lead time. Since most exchanger manufacturers do not build their own expansion joints, these are outsourced to suppliers that build expansion joints to EJMT that meet the ASME Code for pressure vessels. Typical lead-times are 5–6 weeks after drawing approval, so the expansion joint can be the critical path item for heat exchanger fabrication.
2. Flanged and Flued Expansion Joint

Flanged and flued expansion joints are more robust and allow for a high point vent and low point drain to be installed.
Flanged and flued expansion joints are formed from two dished heads that have the centers removed and the internal edges “flued” out to match the diameter and profile of the exchanger shell that they will be welded to. The larger diameter ends of the two heads are then welded together to form a single-element expansion joint that gets welded in place of a section of the shell. This single component behaves much like a single convolution in a bellows expansion joint.
Typically, a vent and drain are also installed in the expansion joint. The ability to add a drain to this style expansion joint allows it to be flushed out and totally drained, which is important if running corrosive fluids/vapor on the shell side.
Flanged and flued expansion joints are also more robust, typically similar in thickness to the shell pipe itself, so they are more resistant to incidental damage than a bellows. Lead times typically range from 2-4 weeks since there are more supplier options to choose from.
They are more complex to install, as there is an additional circumferential weld seam, as well as additional vent and drain ports to be added. The larger diameter of the expansion joint (sometimes 12” larger than the shell diameter) makes insulation of the shell more difficult and may require nozzles or mounting supports to be extended. This may require saddle supports on horizontal exchangers or support lugs on vertical exchangers to be lengthened.
How do I care for an expansion joint?
Because expansion joints are purposely designed to be the flexible element of a heat exchanger, they must be protected during shipment, installation, and operation.
For protection during shipment and installation, temporary guards can be installed around the expansion joint. There are several different styles of guards – from a pair of rings with a removable sheet metal cover, to more elaborate angle braces that are bolted in place until installation is complete.
When installing a shell and tube heat exchanger that contains an expansion joint, it is critical to make sure that supports, interconnecting piping and other attachments do not inhibit the expansion joint from being able to expand and contract as designed. This may require the addition of piping expansion joints, depending on the size and rigidity of the piping. Saddle support bolt holes are typically slotted to allow for some movement.
For exchangers being installed in extreme environments, like outdoors in colder climates, the exchanger and the expansion joint should be insulated. If the equipment is not insulated and it is shut down with fluids remaining in the shell, the fluids may freeze, leaving the expansion joint susceptible to rupture from the expansion of the frozen fluids.
Custom Shell and Tube Heat Exchangers from Enerquip
The experts at Enerquip take all this into consideration when designing custom shell and tube heat exchangers for our clients. If you have other questions regarding expansion joints, or would like to engage us in a virtual design session, contact us or request a quote today.
More from the Enerquip Blog
- Decoding the Delicate Balance of Sizing Shell and Tube Heat Exchangers
- Insulation Jackets: Enhancing Efficiency and Performance of Shell and Tube Heat Exchangers
- What is Electropolishing?
- Point-of-Use Water Coolers in the Pharmaceutical Industry
- Shell and Tube Heat Exchanger Design Options for Viscous Products