
When it comes to pharmaceutical manufacturing, the integrity of equipment is vital. Among the critical components in this industry are shell and tube heat exchangers. Understanding what sets pharma-grade heat exchangers apart is crucial for ensuring product quality, safety, and compliance with stringent regulations.
Here, we answer common questions about pharma-grade shell and tube heat exchangers, shedding light on their functionality, materials, regulatory requirements, and key considerations in selection and maintenance.
What does “pharma-grade” mean when you’re talking about Enerquip’s shell and tube heat exchangers?
Enerquip’s standard pharma-grade shell and tube heat exchangers are built with 316L stainless steel, seamless tubes finished to 25Ra, sanitary tri-clamp connections, and an exterior finish of 40Ra.
Optional upgrades include double tube sheets to provide visible leak detection, passivation to improve the equipment’s corrosion resistance, insulation jackets, Thurmalox coating, lifting lugs, electropolished finish, and more.

Pharmaceutical-Grade Shell and Tube Heat Exchanger from Enerquip
How does a pharmaceutical-grade shell and tube heat exchanger work?
Shell and tube heat exchangers all work with the same function in mind, whether pharma-grade, sanitary, or industrial. One liquid or vapor flows into the tubes, while another liquid or vapor flows around the tubes into the shell. One liquid is typically warmer or cooler than the other, which creates the exchange of heat.
What are some common applications for pharma-grade shell and tube heat exchangers?
Shell and tube heat exchangers are preferred in many applications for their versatility. They are used in pharmaceuticals, personal care, cannabis and essential oil extraction, and more. Common applications include water-for-injection (WFI), clean-in-place (CIP) heaters, point-of-use (POU) coolers, preheaters, process coolers, condensers, clean steam generators, and more.
Pharma-Grade Point of Use (POU) Cooler from Enerquip
What materials are typically used in pharmaceutical-grade shell and tube heat exchangers to ensure compatibility with pharmaceutical products?
Pharmaceutical process applications start with 316L stainless steel and go up from there. Learn more about material selection.
What does the tube side finish mean compared to the shell side finish? Do both need to be the same?
The tube side finish of a shell and tube heat exchanger refers to the inside surface of the tubes where the product flows through – it’s also referred to as product-contact surfaces. The shell side finish is the surface inside the shell, but outside of the tubes, typically where the utility fluid flows. Then there is the exterior shell finish or the outside area of the shell that you see.
These finishes vary because each area serves a distinct purpose. The tube side typically has a lower Ra than the exterior shell, while the interior shell is commonly left with a mill finish.
Must pharma-grade exchangers have a double tube sheet?
No. Pharma-grade shell and tube heat exchangers do not need to have double tube sheets, though the majority of pharmaceutical customers require them for their ability to quickly find a leak.
Learn why most pharma customers choose double tube sheets.

Purified Water Cooler from Enerquip
Are there specific regulatory requirements or guidelines that govern pharmaceutical-grade heat exchangers?
Yes, specific regulatory requirements and guidelines govern the design and operation of pharmaceutical-grade heat exchangers to ensure compliance with industry standards and regulations. These regulations include the following:
ASME-BPE: Shell and tube heat exchangers can be designed and manufactured to the ASME-BPE standards which include everything from material selection and surface finish to testing and inspection.
To ensure we stay current on all purity regulations, Enerquip staff proactively participate in the ASME-BPE committee meetings to help shape the standards that apply to shell and tube heat exchangers.
Learn more about ASME-BPE standards here.
TEMA: Enerquip’s shell and tube heat exchangers are built to TEMA B, C, and R standards. The Tubular Exchanger Manufacturers Association, Inc., is a trade association that has laid out standards for shell and tube heat exchanger fabricators.
Compliance with these regulations is essential to ensure product safety, efficacy, and quality throughout the pharmaceutical manufacturing process.
What are the advantages of using shell and tube heat exchangers in pharmaceutical applications compared to other types of heat exchangers?
Shell and tube heat exchangers are often preferred in pharmaceutical manufacturing for their versatility. From size and material to tube and shell configuration, the options are almost limitless.
Shell and tube can also operate at higher temperatures and higher pressures than their plate and frame counterpart. With removable bundles, shell and tube are easy to clean and maintain either through mechanical or manual cleaning.
Here are 7 ways shell and tube heat exchangers outperform plate and frame.

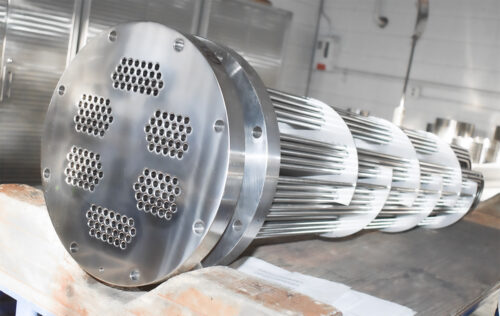
Enerquip Pharma-Grade Tube Bundle
What are the key design considerations when selecting a pharmaceutical-grade shell and tube heat exchanger for a specific application?
When selecting a pharmaceutical-grade shell and tube heat exchanger, consider these key factors:
- Material Compatibility: Choose materials that won’t contaminate pharmaceutical products.
- Cleanability and Sterilization: Ensure easy cleaning and sterilization for product purity.
- Heat Transfer Efficiency: Opt for designs that efficiently transfer heat while minimizing energy use.
- Pressure and Temperature: Select a model that can safely handle operating conditions.
- Design Flexibility: Look for adaptable designs to accommodate various process conditions.
- Fouling Resistance: Choose materials and configurations that resist fouling for easy maintenance.
- Size and Footprint: Ensure the heat exchanger fits within space constraints.
- Regulatory Compliance: Verify compliance with pharmaceutical manufacturing standards and regulations.
How do pharmaceutical-grade shell and tube heat exchangers contribute to maintaining product quality and consistency in pharmaceutical manufacturing?
Pharmaceutical-grade shell and tube heat exchangers play a vital role in ensuring the safety, efficacy, and reliability of pharmaceutical products throughout the manufacturing process. They maintain product quality by precisely controlling temperature, ensuring uniform heating and cooling, preventing contamination, preserving product integrity, and meeting regulatory standards.
What cleaning and maintenance procedures are required to ensure compliance with pharmaceutical regulations and standards?
Cleaning and maintenance procedures typically involve thorough cleaning and sanitization using approved methods and cleaning agents to prevent contamination. Regular maintenance activities such as inspection, calibration, and replacement of worn parts are also necessary to maintain optimal performance and comply with regulatory requirements.
How can pharmaceutical-grade shell and tube heat exchangers be optimized for energy efficiency?
Optimizing exchangers for energy efficiency includes selecting heat exchanger designs with high thermal efficiency and low pressure drops, optimizing fluid flow rates and temperatures, and implementing heat recovery systems to capture and reuse waste heat. Monitoring and analyzing heat exchanger performance over time can also help identify areas for improvement and optimization, ultimately reducing energy consumption and operating costs while maintaining product quality.

Pharma-Grade Fermentation Cell Broth Coolers from Enerquip
What are the potential challenges or issues that may arise during the operation of pharmaceutical-grade shell and tube heat exchangers, and how can they be mitigated?
When operating heat exchangers, several challenges can occur if the solution is not designed or maintained correctly. They include:
- Fouling on heat transfer surfaces can reduce heat exchanger efficiency and increase operating costs. Regular cleaning and maintenance procedures are essential to mitigate fouling and ensure optimal performance.
- Temperature fluctuations can impact product quality and consistency. Close temperature approaches can dramatically affect the performance, highlighting the importance of precise temperature control and monitoring.
- Material compatibility issues may arise when processing aggressive or corrosive pharmaceutical fluids, necessitating the selection of suitable materials or protective coatings to prevent degradation and contamination.
Pharma-grade shell and tube heat exchangers serve as indispensable assets in pharmaceutical manufacturing, facilitating precise temperature control, maintaining product integrity, and adhering to regulatory standards. By understanding their intricacies, from materials and design considerations to cleaning and maintenance procedures, manufacturers can optimize their operations for both efficiency and compliance.
As the pharmaceutical industry continues to evolve, the role of these heat exchangers remains central to ensuring the quality and consistency of pharmaceutical products for the benefit of consumers worldwide.

Enerquip Pharma-Grade Air Heater for a Biotech Application
Pharmaceutical-Grade Shell and Tube Heat Exchangers from Enerquip
At Enerquip, we specialize in the design and manufacture of high-purity stainless steel shell and tube heat exchangers. We recognize the critical importance of our products in supporting life-saving efforts, which is why we uphold the utmost standards of quality and precision.
Our dedicated team at Enerquip is ready to assist you with sizing and design selection. Utilizing advanced modeling software, our experienced engineers can recommend the ideal heat exchanger for your specific heating or cooling needs.
If you have questions about a specific application, we’d be happy to assist. Just give us a call at (833) 516-6888 or contact us online to get the conversation started.
More from the Enerquip Blog
- Decoding the Delicate Balance of Sizing Shell and Tube Heat Exchangers
- Discover the Hidden Brilliance of Metal Surfaces: Unleash the Power of Electropolishing
- Plant Steam vs. Culinary Steam vs. Pure Steam. What’s the difference?
- Point-of-Use Water Coolers in the Pharmaceutical Industry
- How Annular Distributors Improve Efficiency in Shell and Tube Heat Exchangers